

dorosh
-
Брой отговори
13 -
Регистрация
-
Последен вход
Content Type
Профили
Форуми
Библиотека
Articles
Блогове
Отговори публикувано от dorosh
-
-
Техника вырезания моделей из пенопласта на станках с ЧПУ или 3D фрезерах, и по таким моделям можно получать большинство металлических отливок. Влад
doro55v@gmail.com





.jpg.261ef81352f581d7cdce5f7dadf4b019.jpg)





































-
 1
1
-
-
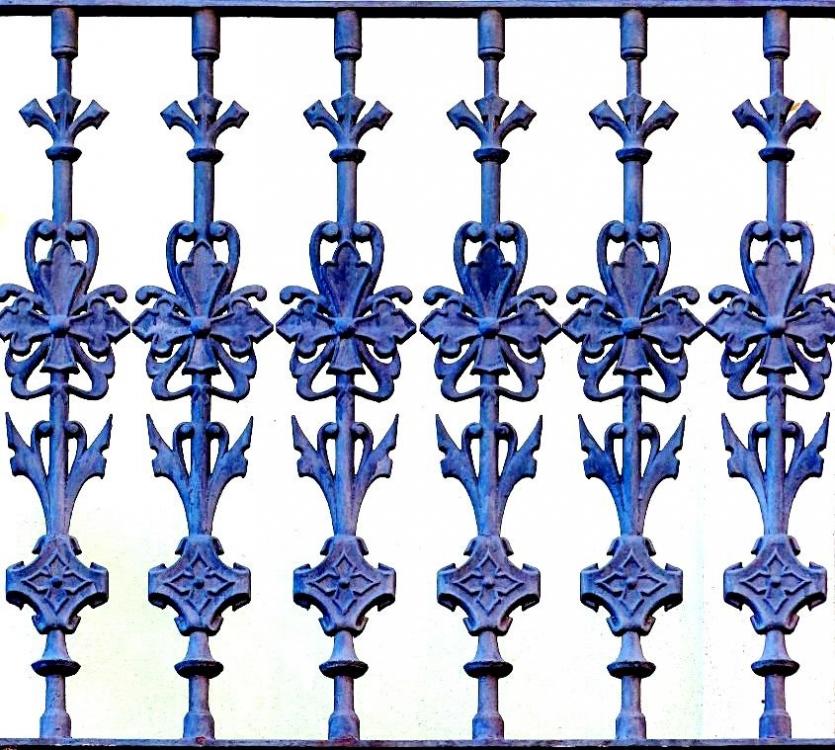
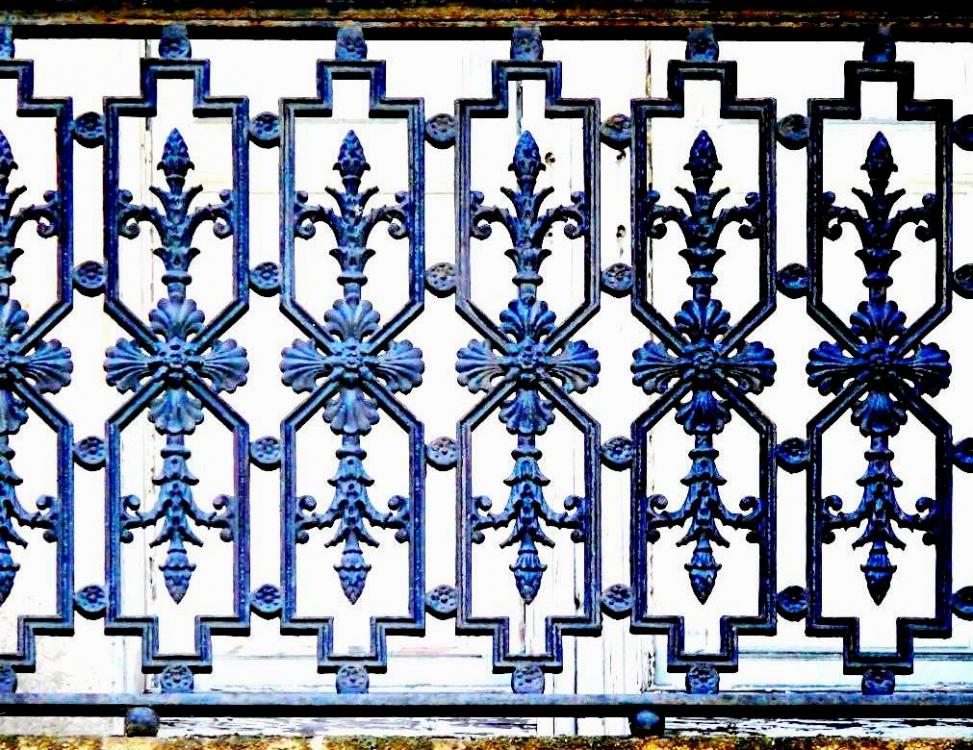
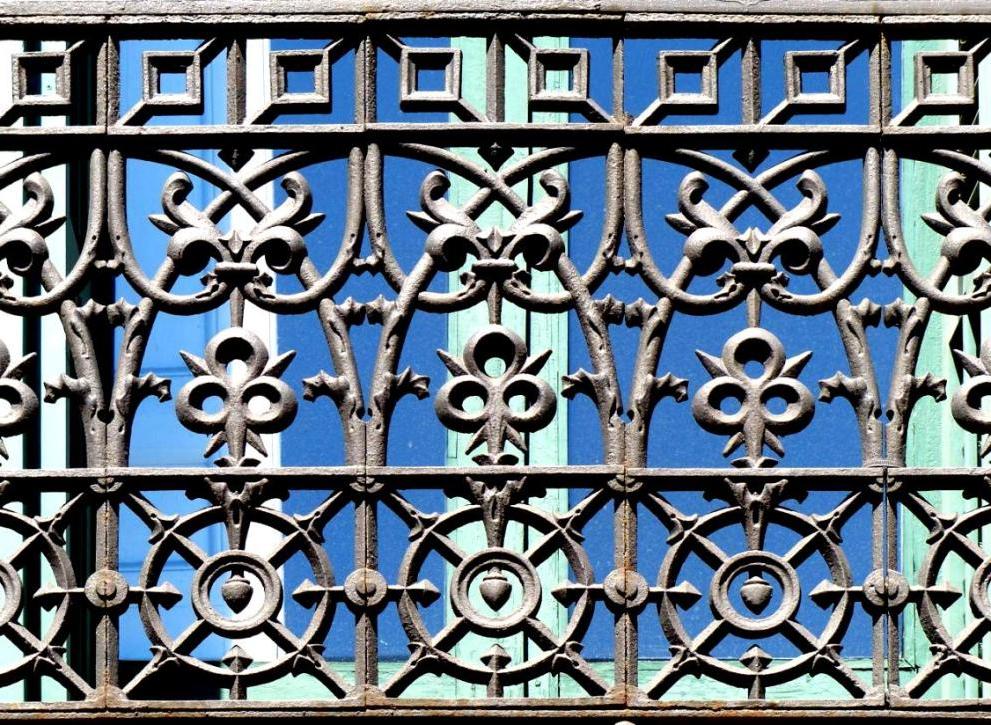
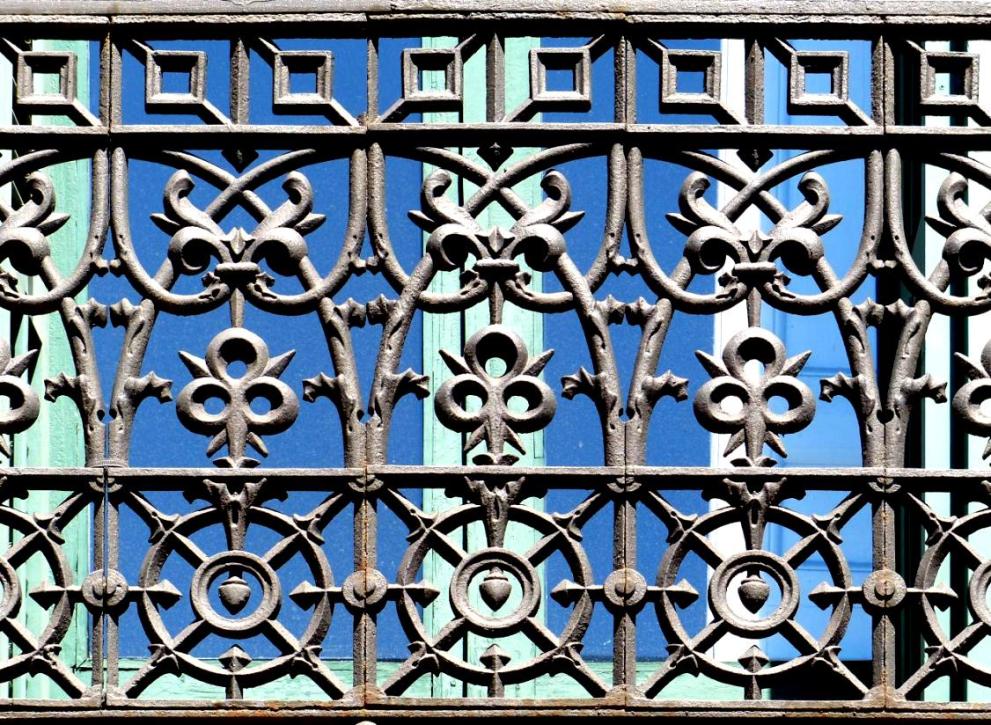
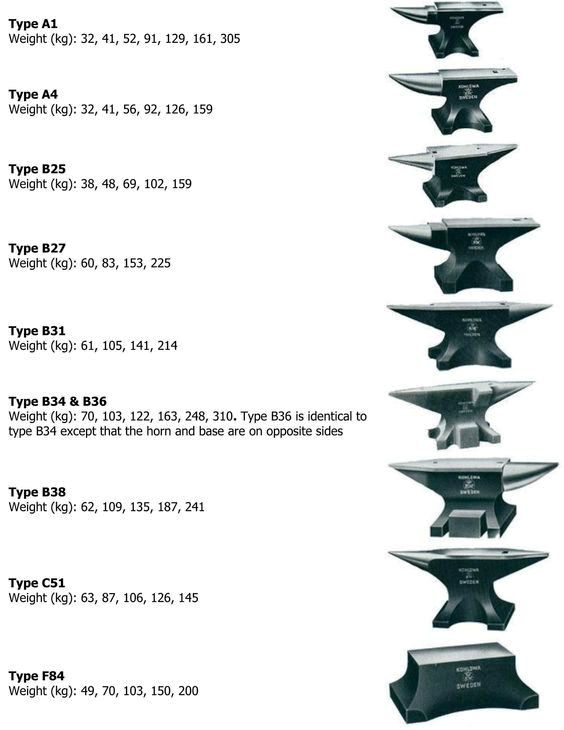
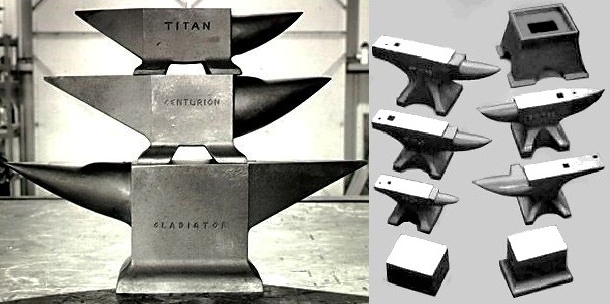
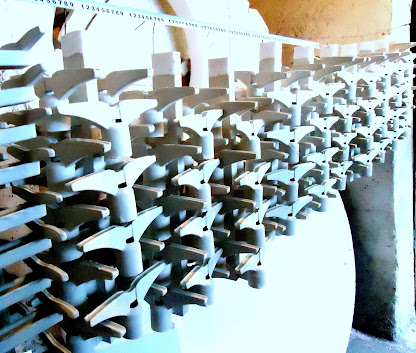
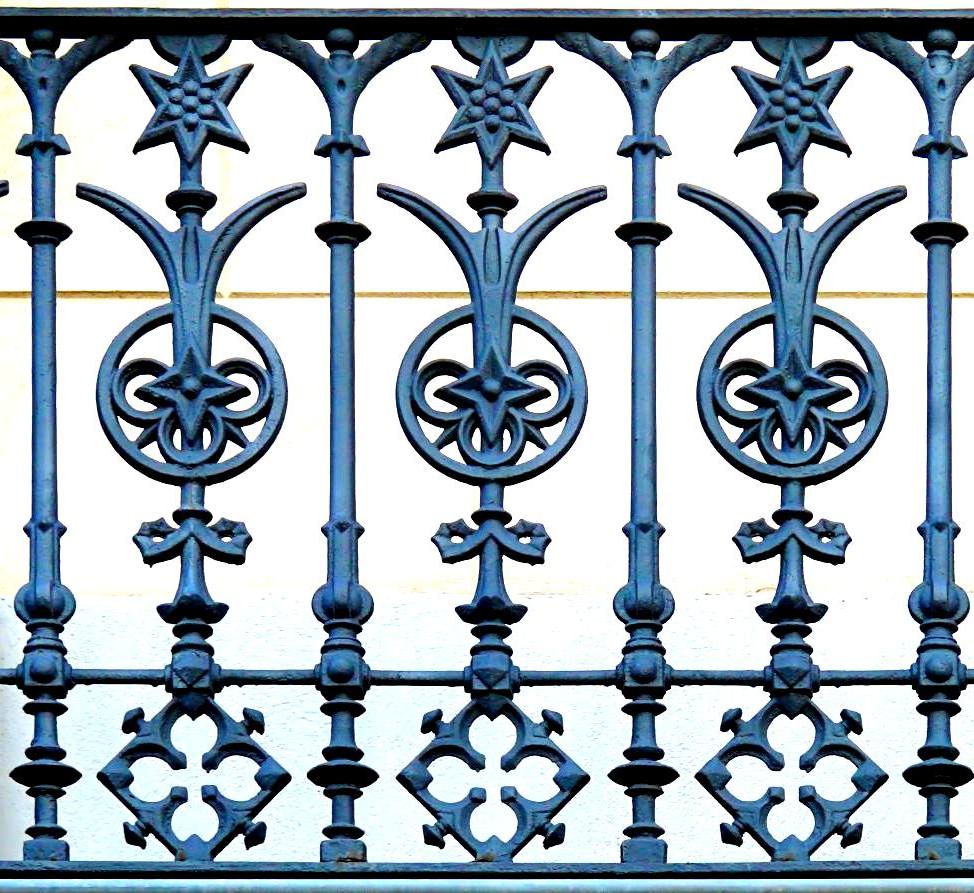
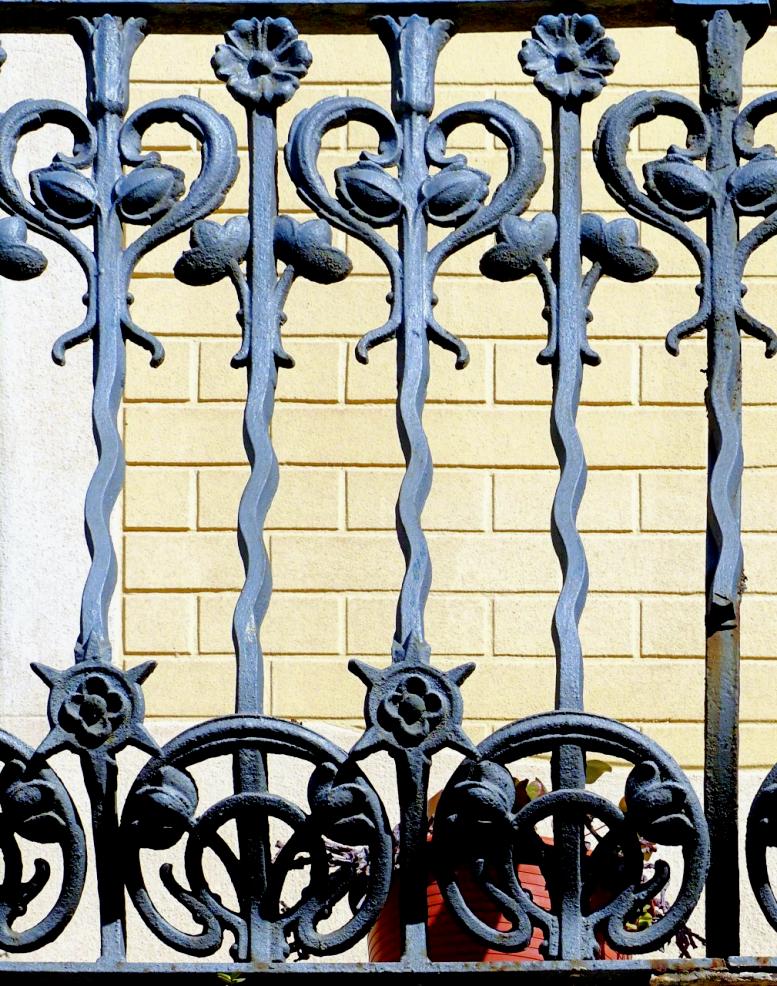
Наковальни для ковки, отливки из металла декоративные и технические.
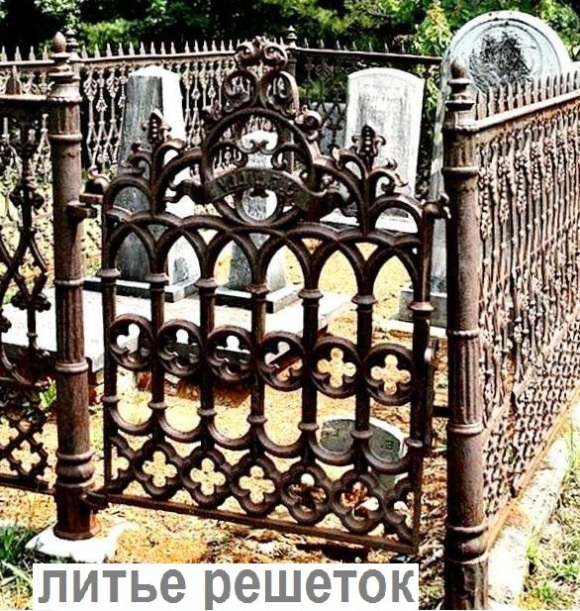
Кованные решетки куются на наковальне, отливки из металла декоративные и технические. Литье наковален, а также черных и цветных металлов развесом 0,1-1200 кг. Литейный цех производит отливки из чугуна, стали, алюминия, медных сплавов до 50 т в месяц - серийные и разовые детали. Льются декоративные и технические отливки, решетки, ограды, барельефы, калитки, ворота, столбики, фонари, скамейки, таблички, чугунные гантели, гири. Проектируется и поставляется оборудование литейки - цехов и участков, разработана технология и оснастка, наладка и внедрение технологии. Изготовление пресс-форм для моделей выполняют точным литьем. Влад











-
1
-
-
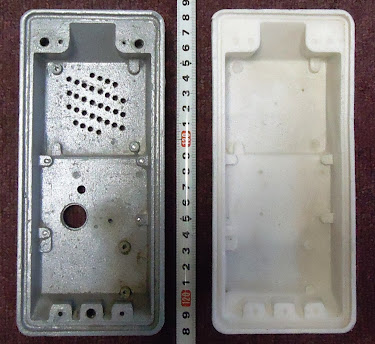
Литье металлов декоративное, техническое по пенопластовым моделям ЛГМ Lost Foam Casting. Отливки из чугуна, стали, алюминия, медных сплавов. Влад doro55v@gmail.com, т. 380661457832
-
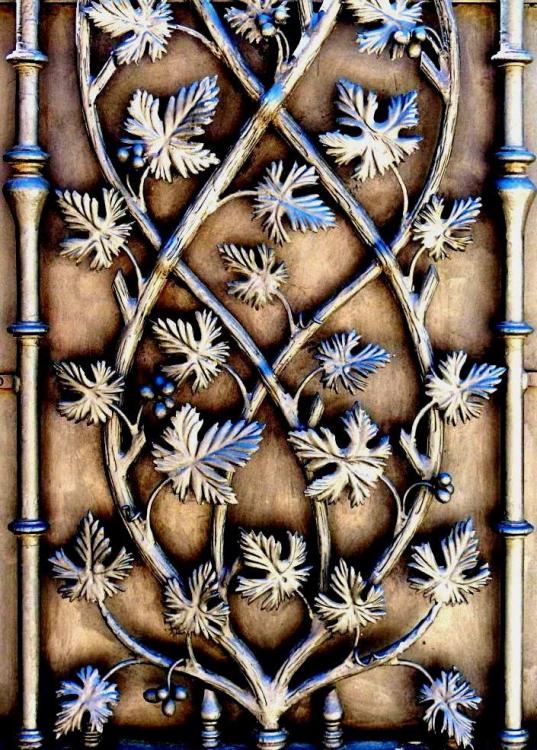
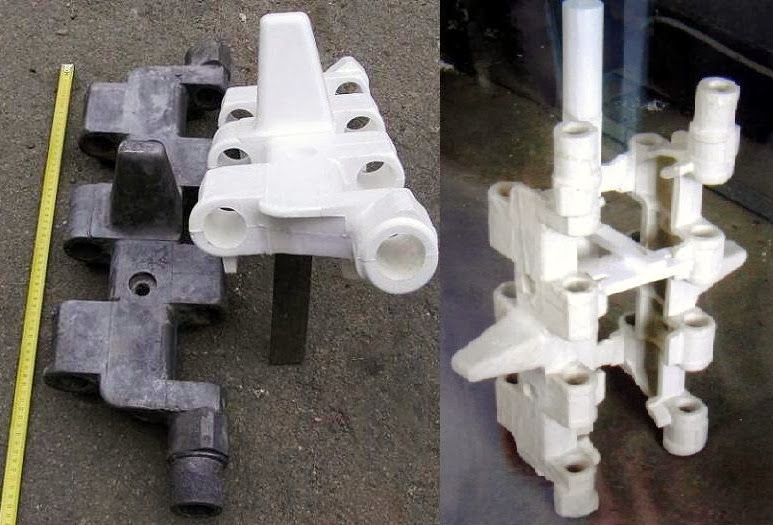
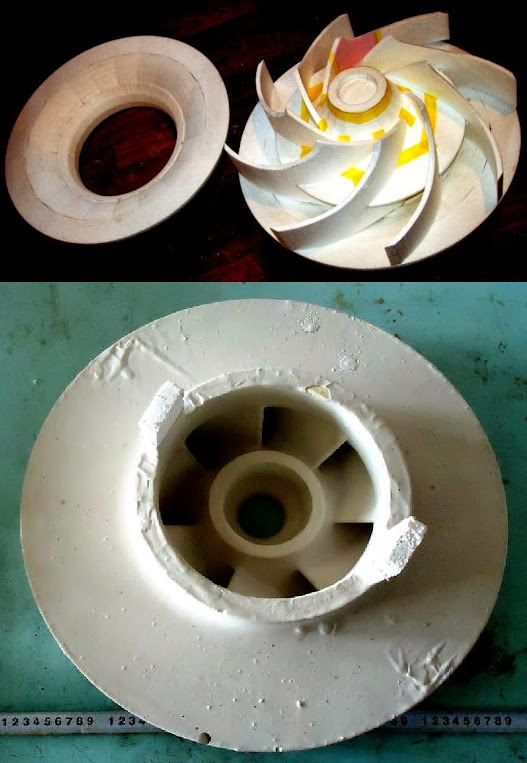
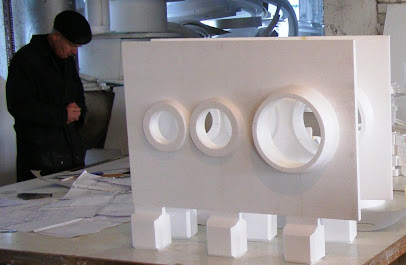
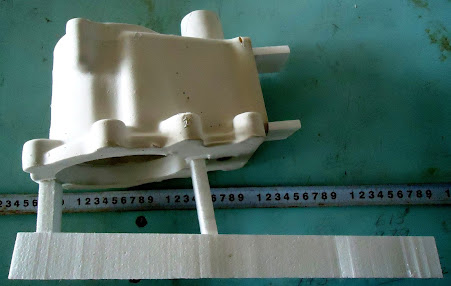
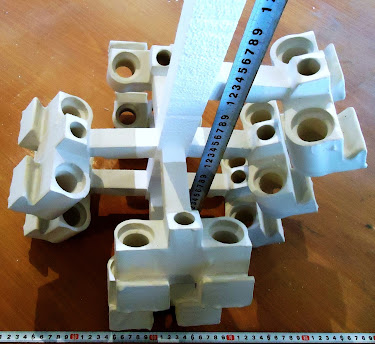
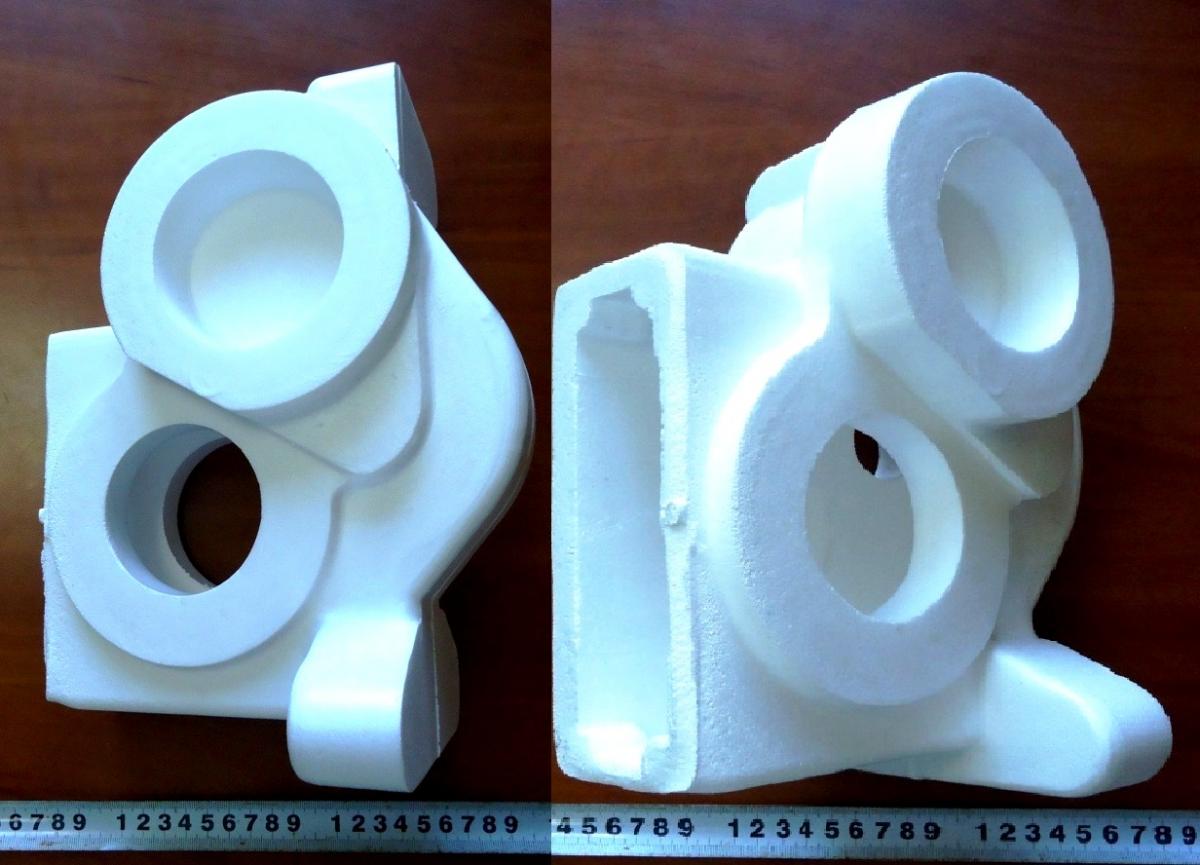
Так вырезают модели из пенопласта на станках с ЧПУ или 3D фрезерах, и по таким моделям можно получать большинство отливок, показанных выше.
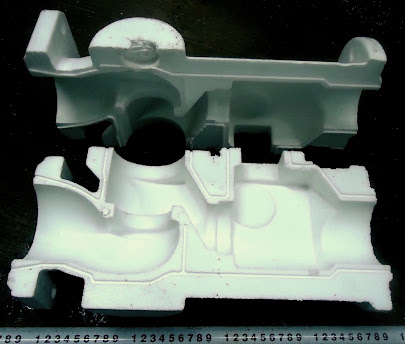
При изготовлении моделей с помощью станков с ЧПУ для резки пенопласта трехмерная модель сложной детали разбивается на простые элементы, которые вырезаются на станке. Затем, склеив их, получают модели больших габаритов с достаточно сложной формой (корпуса крупногабаритных двигателей, насосов, редукторов, станины). Так получают модели для литья в мелкосерийном и единичном производстве, когда изготовление литейной формы другим способом экономически невыгодно. По этой технологии расплавленный металл заливается прямо в модель и замещает ее в формовочной смеси.
Этапы производства.
Строиться объемная модель детали в трехмерной CAD-системе (SolidWorks, Компас 3D, CATIA, Autodesk Inventor и т.д.). Объемная модель разбивается на более простые фрагменты, которые технологически возможно вырезать на станке фигурной резки пенопласта. Контуры фрагментов компонуются в размер пенопластовой заготовки и готовятся файлы управляющих программ. Резка на станке с ЧПУ и при необходимости ручная доработка деталей. Соединение фрагментов в модель.
-
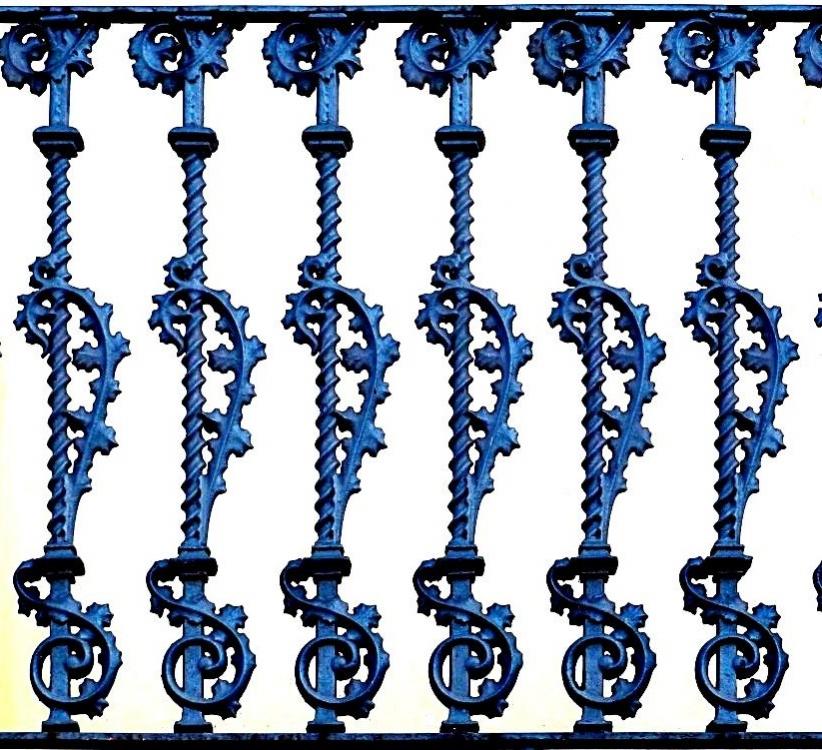
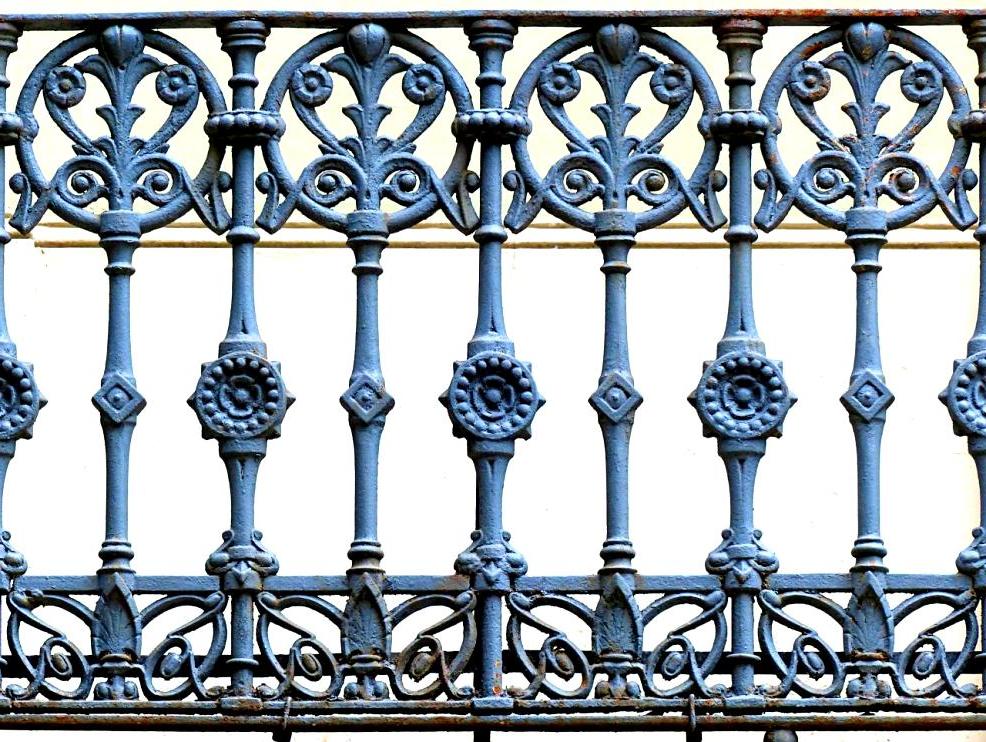
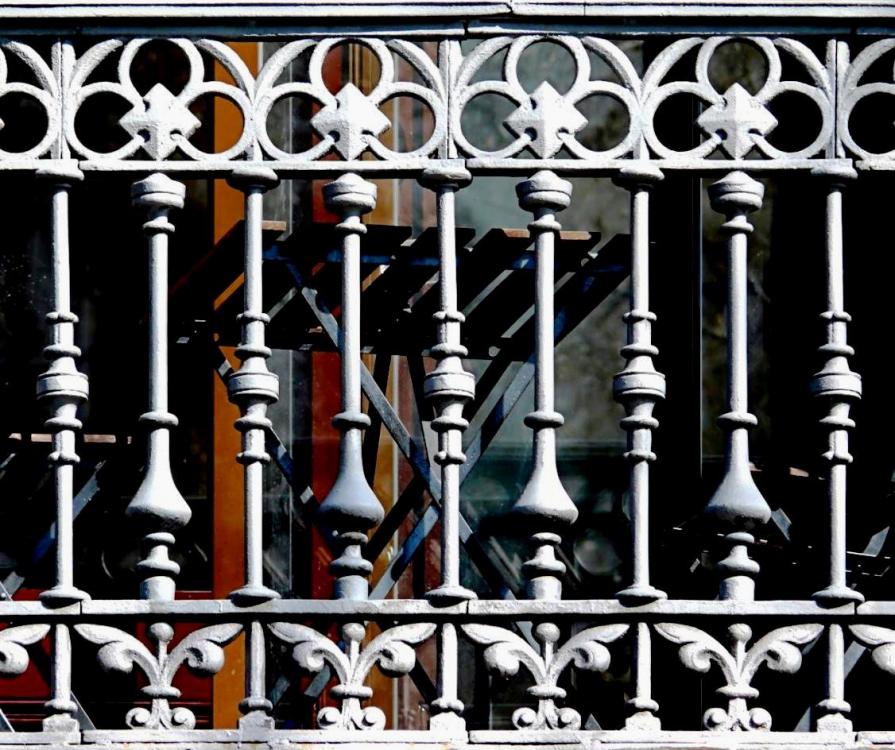
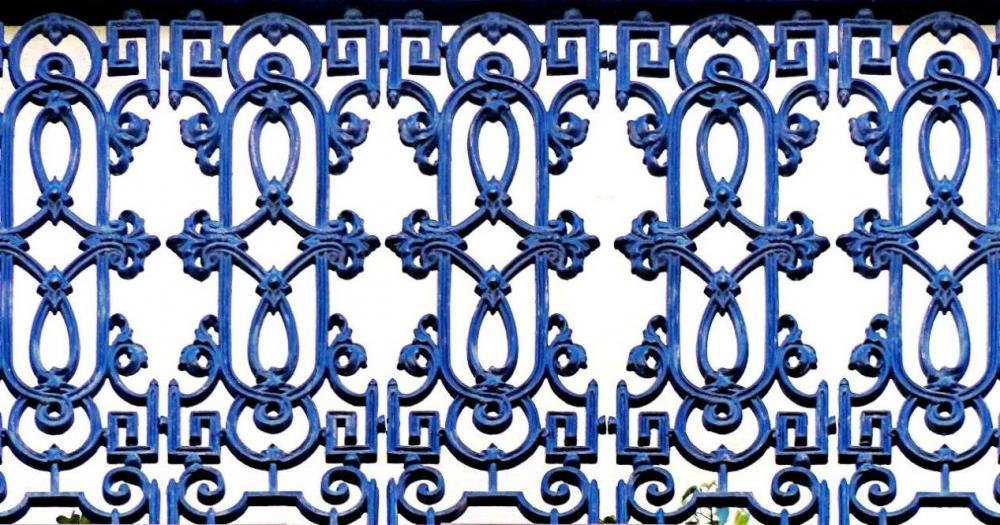
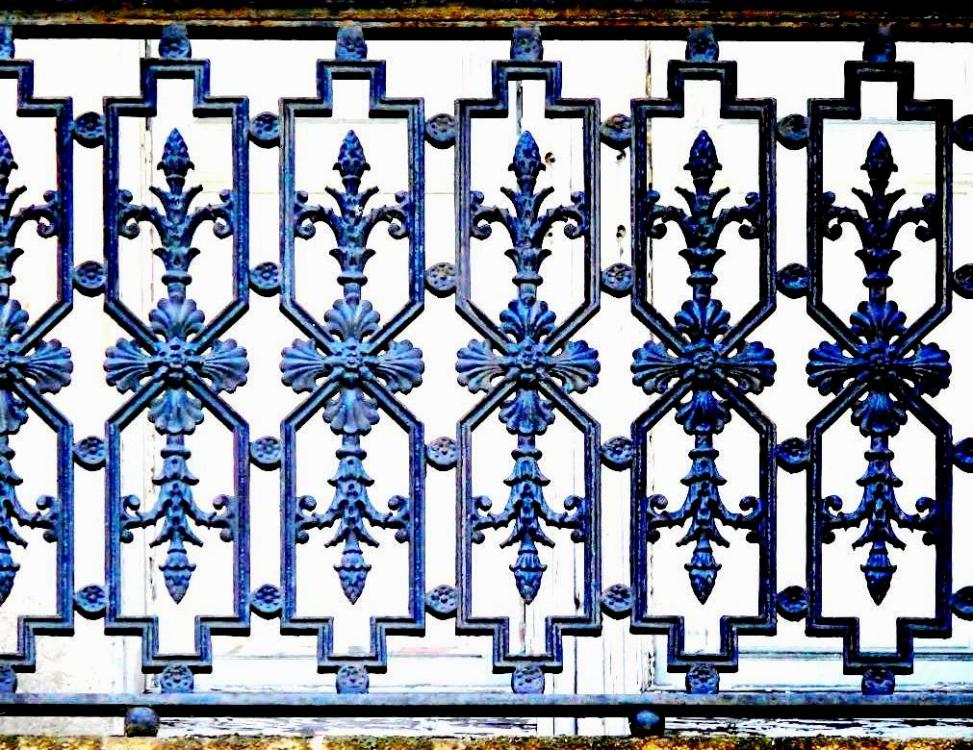
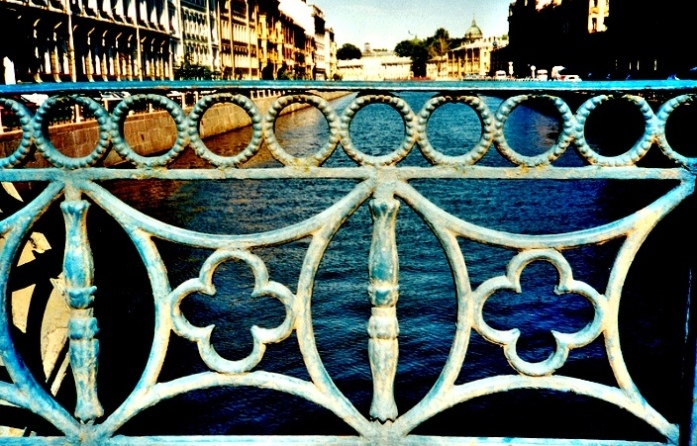
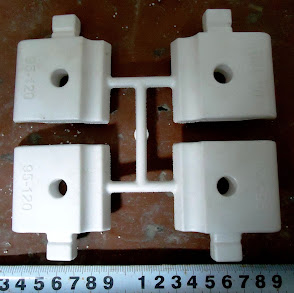
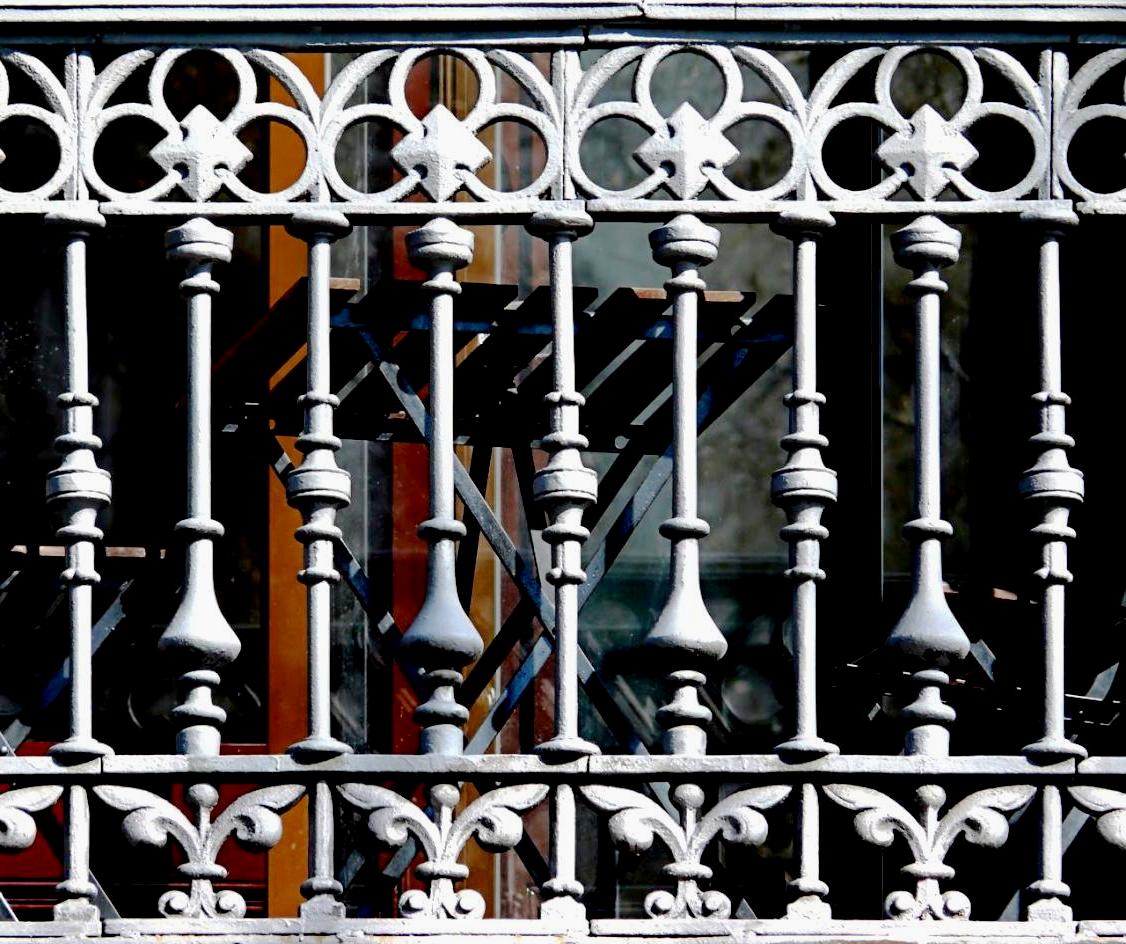
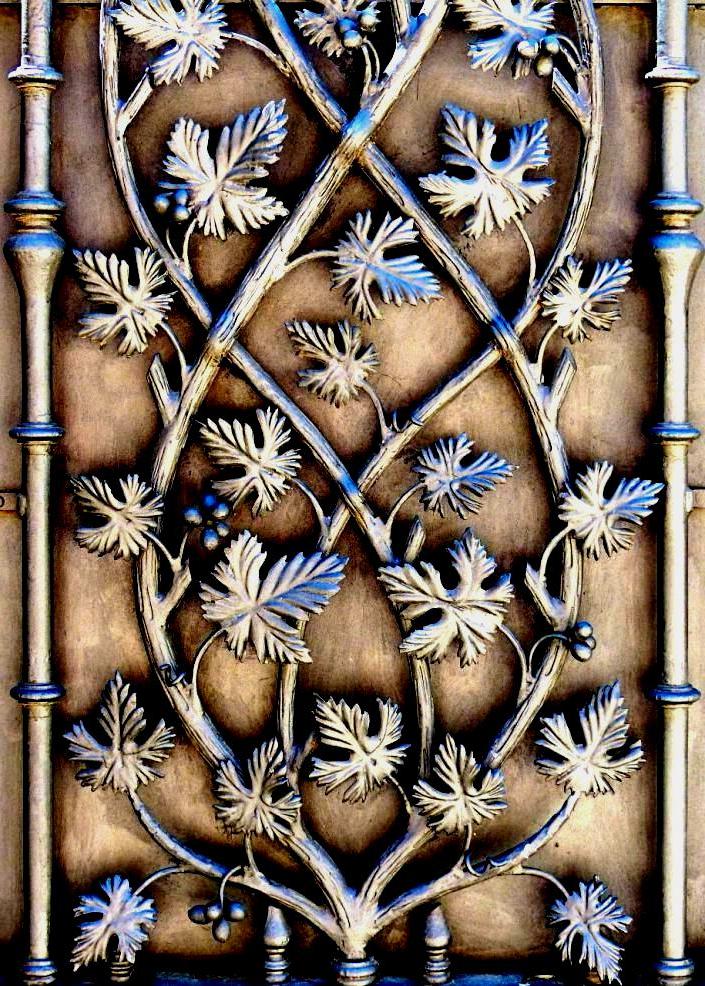
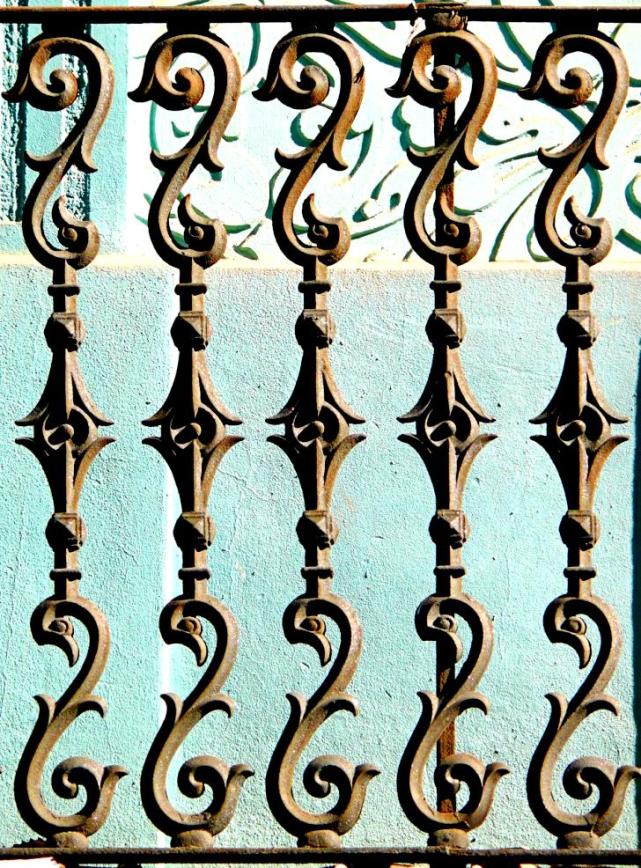
Декоративные и технические отливки по моделям из пенопласта. Литейщики производят художественные отливки из чугуна, стали, алюминия, медных сплавов, выполняет заказы на серийные и разовые детали. Скамейки, фонари литые, отливки столбиков, решеток, оград и техническое литье металла. Льем художественные и технические отливки, примем заказ на чугунные решетки, ограды, барельефы, калитки, ворота, столбики, фонари, скамейки, таблички, гантели, гири. Оснастку и разовые модели режут из пенополистирола на 3D-фрезерах, изготовление пресс-форм для пенопластовых моделей часто выполняют точным литьем.
Примеры, по которым можно отлить изделие для заказчика, или изготовить оригинальное литье.Влад, doro55v@gmail.com, т. 38-066-1457832







-
Литье металла по газифицируемым моделям - производство в Киеве (Украина) doro55v@gmail.com - пишите = Влад
Lost Foam Casting











Можно посмотреть статьи
-
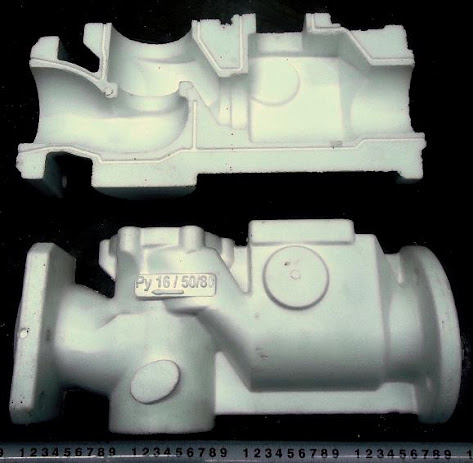
Литье металла по пенопластовым моделям - примеры из литейного цеха
Рост машиностроения пропорционально увеличивает потребление отливок, объем мирового производства которых в 2012 г. достиг 100,8 млн. т. До 80% литья получают в песчаные формы (включая спецвиды литья), что сохраняет актуальность развития технологии литейной формы с учетом растущих требований экологии. В литейном цехе наиболее точные отливки можно получать по разовым моделям. Если при литье в песчаные формы применяют разовые формы, то теперь льют по разовым моделям из пенопласта.
































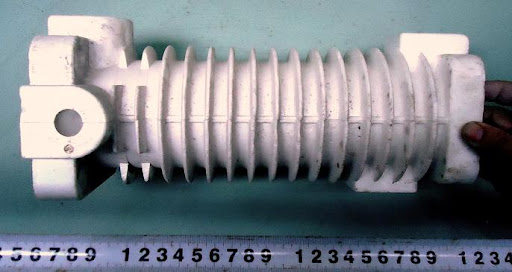
Инновационные решения на основе достижения науки - литье металла по газифицируемым моделям и оснащение оборудованием литейных цехов. По качеству фасонных отливок, экономичности, экологичности и высокой культуре производства сегодня нет альтернативы литью по газифицируемым моделям (ЛГМ) из пенопласта.
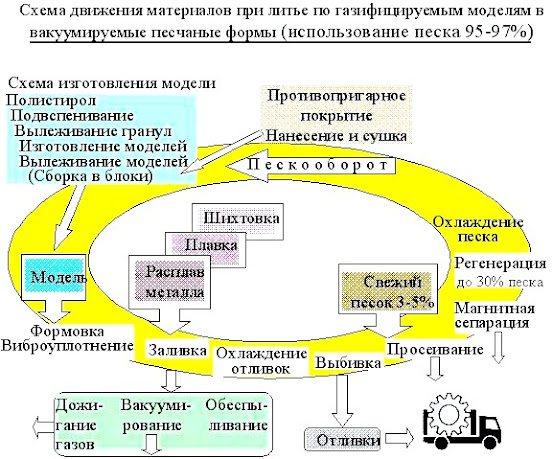
В песчаной форме одноразовая модель из пенопласта при заливке замещается расплавленным металлом, что дает отливку любой самой сложной геометрии из черных и цветных сплавов. При формовке мелкие модели собирают в блоки или кусты и размещают в объеме формы, а не в плоскости как в обычной форме. Отсутствие традиционных форм и стержней исключает применение формовочных и стержневых смесей, формовка состоит из засыпки модели песком.
На 1 тонну литья расходуют всего 4 вида модельно-формовочных материалов: кварцевого песка -50 кг, пенополистирола - 6 кг, противопригарного покрытия -25 кг, пленки полиэтилен. – 10 кв.м.
В последние годы все шире используется в литейных цехах технология ЛГМ. Мировая практика свидетельствует о постоянном росте производства отливок этим способом, которое превысило 1,5 млн. т/год, особенно популярна она в США и Китае (в одном КНР работает с 2006г. более 200 таких цехов, выпуская до 1 млн. т отливок в год). Разработчиком и поставщиком оборудования литья по пенопластовым моделям является институт ФТИМС (г. Киев), который поставил оборудование и запустил ряд участков ЛГМ в Украине, России, Польше и Вьетнаме.
В литейном производстве России и Украины все больше создается таких цехов. Оборудование для ЛГМ, которое поставляет ФТИМС недорогое и простое в эксплуатации при литье черных и цветных металлов с весом отливки 0,1-2500 кг. Литейный цех ФТИМС (Киев) опытного производства производит такие отливки из чугуна, стали, алюминия, медных сплавов до 50т в месяц, серийные и разовые детали, проектирует и изготавливает пресс-формы для моделей. В.Дорошенко

Прилагаю статьи об ЛГМ и о литье по ледяным моделям, которые можно свободно скачать
Также можно скачать книгу Шуляк В.С. Литье по газифицируемым моделям
-
1
-
-
Инновационные
решения на основе достижения отечественной
науки - литье металла по газифицируемым
моделям. Целесообразно
реконструировать литейный цех под этот
экономичный процесс или расширить
литейные мощности для роста числа
заказов.Ведь
альтернативы этой технологии нет.
Пишите
dorosh@inbox.ruСмотрите
новые примеры:
5



10


15

16



20


25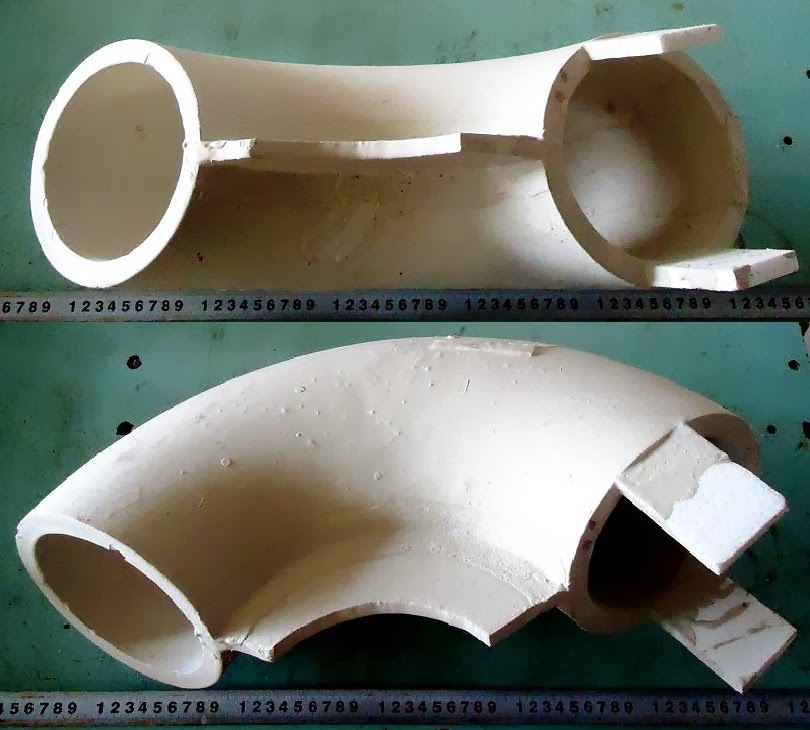
-
1
-
-
Расширяется область применения ЛГМ-процесса.
Все больше желающих реконструировать свой литейный цех под этот экономичный процесс, а также расширяются наши литейные мощности в Киеве, поскольку растет число заказов.
Ведь альтернативы этой технологии нет. Пишите dorosh@inbox.ru
Смотрите новые примеры:





























-
 76
76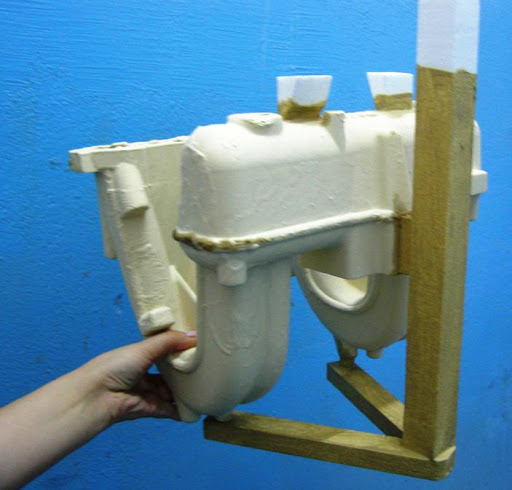 7
7 8
8 79
79 80
80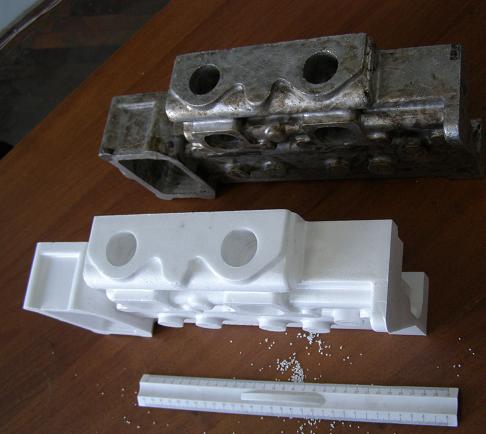












































































-
1
-
-
Давайте лить отливки по ледяным моделям! Просто добавь воды.
dorosh@inbox.ru
Крио-вакуумные технологии получения металлоотливок в песчаных формах
Дорошенко В. С. (г. Киев, ФТИМС НАН Украины)
Крио-вакуумные технологии получения металлоотливок в песчаных формах являются одним из направлений инновационного процесса в литейном производстве. Они относятся к малоотходным и безотходным технологиям, обеспечивающим охрану природы на более высоком качественном уровне путем предупреждения нарушения экологического равновесия за счет рационального природопользования. Высокие нормы ресурсосбережения достигаются многократным использованием формовочных материалов.
В действующих литейных цехах при производстве 1 т отливок из чугуна и стали вывозят в отвал до 5 т твердых песчаных отходов [1]. Особенно экологически небезопасны процессы с использованием синтетических смол и других органических связующих, которые дают до 70% загрязнений природной среды от литейных цехов [1], по оценкам экспертов будущее - за связующими неорганического происхождения.
С каждым годом в мире неуклонно возрастает производство отливок литьем по разовым моделям, поскольку эти способы точного литья способствуют уменьшению металлоемкости отливок и повышению их качества. Разновидности таких технологий часто связаны с вакуумированием песчаной формы, в частности ЛГМ-процесса. А вакуумно-пленочная формовка (ВПФ), пожалуй, служащая образцом экологичности среди способов песчаной формовки, за рубежом за последние годы перешла из разряда спецвидов литья в основные способы производства отливок в разовые песчаные формы [1].
Привлечение криотехнологии в формовочные процессы, в частности для получения песчаных форм по ледяным моделям, вызвано возможностью минимизации применения неорганических материалов (в т. ч. связующих) путем получения оболочковых форм. Применение при этом агрегатных переходов воды (из жидкого в твердое - модель, опять в жидкое – таяние модели при освобождении полости формы, а затем испарение при сушке увлажненной формы) в какой-то мере подобно кругообороту воды в природе. Эта вода для ледяных моделей на 30-90% и сухой песок формы на 80-90% (за вычетом песка участвующего в образовании оболочки путем пропитки – увлажнения), может использоваться многократно. Разработана разновидность ВПФ по ледяным моделям (упакованным в пенку), при которой вода не попадает в песок формы, и может полностью использоваться повторно наряду с многократным использованием песка
В настоящее время ФТИМС НАН Украины патентует три разновидности способа изготовления по разовым ледяным моделям песчаных оболочковых форм из сыпучего формовочного материала [2]. При этом оболочка образуется путем затвердевания в ней самотвердеющей композиции при введении в контакт отвердителя со связующим. 1-й вариант: ледяная модель служит носителем отвердителя, а облицовочный слой песка — связующего. Во 2-м - ледяная модель служит носителем связующего, а сухая песчаная облицовочная смесь содержит отвердитель. Наиболее экологически благоприятный 3-й вариант: модель замораживается из чистой воды, которая не вступает в реакции отверждения формовочной смеси с добавками реагентов отвердителя и связующего, но без воды эти реакции не идут. Во всех трех способах подбирали составы связующих композиций с максимальной скоростью твердения, зачастую выискивая в технической литературе отвергнутые составы холоднотвердеющих песчаных смесей (ХТС) по причине их малой «живучести».
При изготовлении оболочковой формы путем засыпки песка в контейнер с ледяной моделью, виброуплотнения, таяния модели и пропитки песка получали песчаную корку толщиной 4…8 мм и более. При этом в составе оболочки находится не более 0,3...0,4% связующего от массы песка в контейнере, что на порядок меньше, чем в традиционных формах из ХТС. В исследованиях упор делали на применение неорганических связующих.
Составы ледяных моделей, в которых один реагент связующей композиции находится в модели, а другой - в окружающей ее песчаной смеси, показали достаточно хорошую технологичность получения оболочковых форм путем пропитки водным составом от тающей модели. Например, для ледяных моделей из водного раствора жидкого стекла плотностью 1,08 г/см3 использовали песчаную смесь с добавлением быстротвердеющего цемента, в процессе пропитки которой твердение получаемой оболочки (толщиной на глубину пропитки) от начала таяния модели (модельного блока) массой 0,2…0,5 кг составляло 6...10 минут. После расплавления остаток модельной композиции, не пропитавший окружающий песок, выливали из затвердевшей оболочки, а оболочковую форму направляли на подсушку, либо отрабатывали заливку металлом в сухом наполнителе с вакуумированием формы.
Создание и отработка способов получения оболочковых форм с противопригарной и мелкозернистой облицовкой (покрытием) вокруг разовой ледяной модели закладывает основу новой крио- (крио-вакумной) технологии литья мелких и средних металлозаготовок. Она исключает или сводит к минимуму использование органических полимеров: связующего для песка оболочковой литейной формы, заменяет пенопластовые или парафино-стеариновые модели на ледяные. Такая криотехнология литья по разовым моделям соответствует экологически чистым безотходным технологиям с использованием принципа "просто добавь воды".
Поскольку в описанной технологии отсутствуют дорогостоящие материалы и оборудование, то это позволяет рекомендовать ее (еще на стадии отработки до промышленного уровня) в качестве приемлемой методической тематики в учебных институтах для выполнения студентами-литейщиками НИР, курсовых и дипломных работ. Замораживают модели при температурах не ниже минус 15...18 град. С (для ускорения последующего таяния их в форме), для чего достаточно бытовой морозильной камеры. Наблюдение образования поликристаллической структуры прозрачной модели, формовка в сухом песке, удаление модели, извлечение из сухого наполнителя и сушка оболочки охватывают почти все процессы модельно-формовочной тематики (с рядом фазовых переходов), с физико-химическим подбором модельно-связующих композиций, процессами тепло-массопереноса и поверхностными явлениями. А ознакомление с инновационными крио- вакуумными технологиями, оценка их экологичности, энерго- и ресурсосберегаемости даст преимущества молодым специалистам для применения их на производстве.
1. Ткаченко С. С., Кривицкий В. С. Станкостроение и модернизация лит. пр-ва//Лит. пр-во сегодня и завтра: труды 8-й Всерос. н/пр. конф. – Спб.: Изд-во Политехн. ун-та. 2010. С. 3-17.
2. Дорошенко В. С. Многовариантность использования ледяных моделей при литье в песчаные формы // Металл и литье Украины. – 2010.- №12. – С. 17 – 26.
-
1
-
-
Давайте лить отливки по ледяным моделям! Просто добавь воды.
dorosh@inbox.ru
 , 21
, 21 , 22
, 22 , 23
, 23 , 24
, 24 , 25
, 25 , 26
, 26 ,
,  , 28
, 28 , 29
, 29 , 30
, 30 , 30
, 30 , 31
, 31
-
1
-


















Литье металла по пенополистироловым моделям.
in Russian
Публикува · Редактирано от dorosh
СПАСИБО - Уважаемый Модератор Инженерни науки, за возможность показать новые литейные технологии с Украины, Киев.
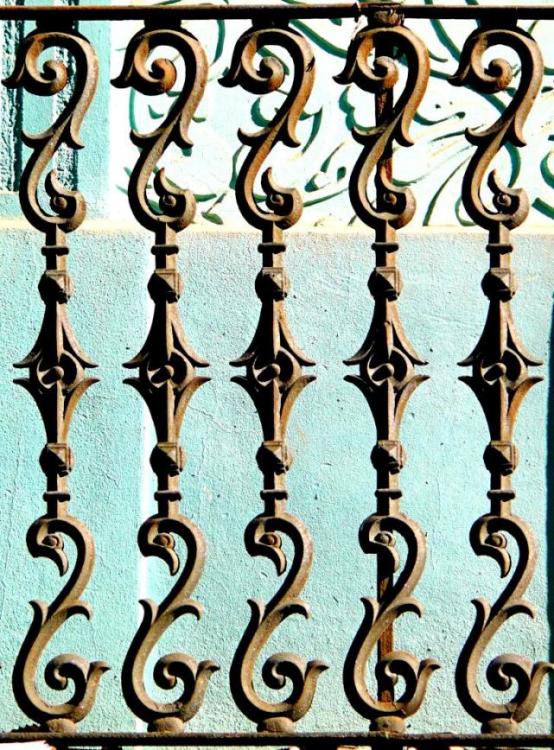
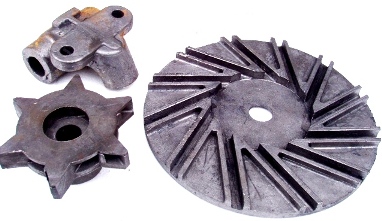
Примеры литья запасных частей для ковшей, рыхлителей и отвалов: зубья, коронки, протекторы, адаптеры к ковшам экскаваторов, погрузчиков. Литье грузов, противовесов, утяжелителей, а также сельхоз и тракторных отливок из черных и цветных металлов развесом 0,1-1200 кг. Литейный цех производит отливки из чугуна, стали, алюминия, медных сплавов до 50 т в месяц - серийные и разовые детали.
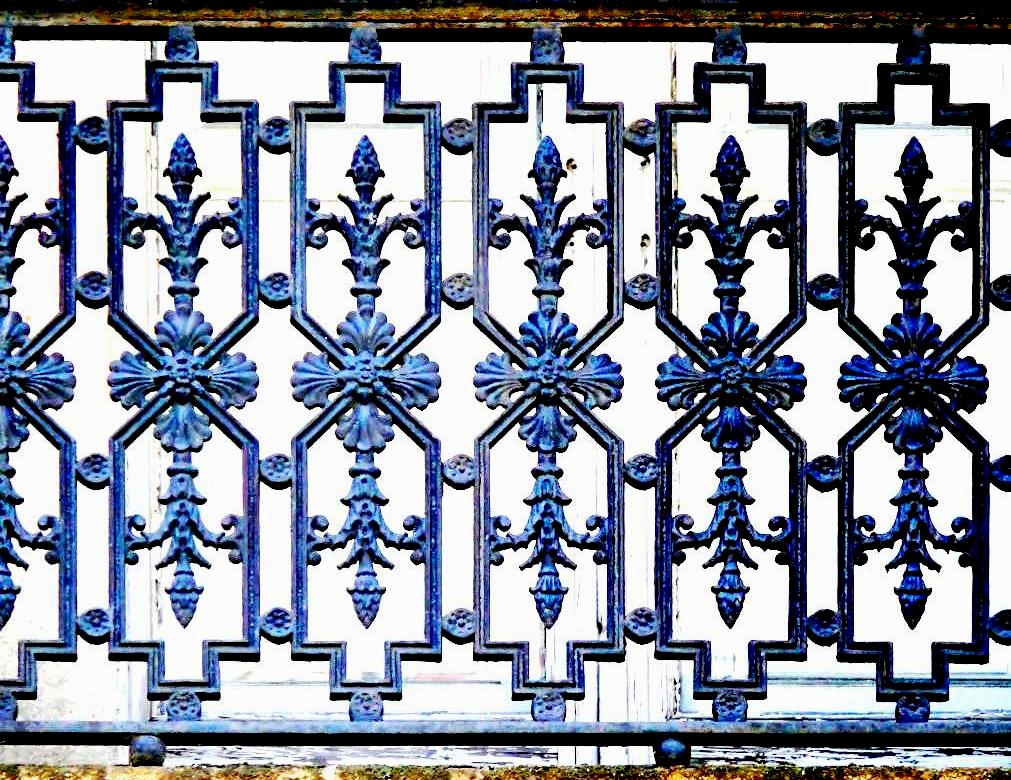
Льются художественные, декоративные и технические отливки, решетки, ограды, барельефы, калитки, ворота, столбики, фонари, скамейки, таблички, чугунные гантели, гири, утяжелители, блины. Проектируется и поставляется оборудование литейки - цехов и участков, разработана технология и оснастка, наладка и внедрение технологии. Изготовление пресс-форм для моделей выполняют точным литьем. Влад, doro55v@gmail.com, т. 38-066-1457832